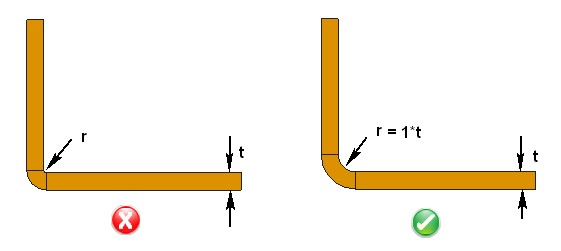
Minimum Radius On Bending 6mm Steel Sheet

Minimum Versus Recommended Inside Bend Radius

Bending Basics The Fundamentals Of Heavy Bending

Sheet Metal Design Guide Geomiq
Bending Thick Steel Plate The Chicago Curve

Minimum Bending Radius Something To Pay Attention

Bend Allowance Sheetmetal Me

We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts.
Minimum radius on bending 6mm steel sheet.

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries
Bend Allowance Calculator
K Factors Y Factors And Press Brake Bending Precision

The Relationship Between Metal Bending Radius And Thickness Avido

Sheet Metal Bending Up To 16 M Length

How To Bend Steel Plate Without A Brake Youtube

Bending Basics The Hows And Whys Of Springback And Springforward

Roll Bending Bending Sheet And Plate Metal Without Edges
The Abc Of Bending Tools

Making A Radius Bending Fixture For Sheetmetal Youtube

How Do I Determine The Proper Tonnage For A Bend Jmtusa

Solidworks Sheet Metal A Beginner S Tutorial All3dp

Polycarbonate Bending The Complete Guide Wee Tect
Sheet Metal Calculator Bend Allowance Equations And Calculator Engineers Edge
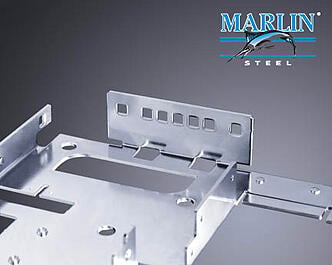
What You Need To Know About Bending Sheet Metal Forming
Sheet Metal Flat Pattern Enhancements
Sheet Metal Design Guidelines By Dfmpro
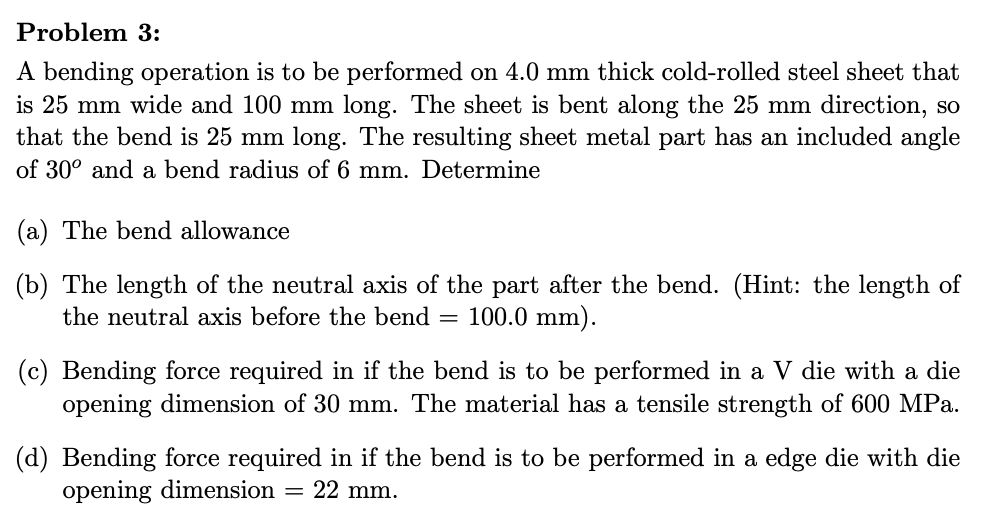
Solved Problem 3 A Bending Operation Is To Be Performed Chegg Com
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau

How To Select A V Die Opening For Press Brake Bending Fabricating And Metalworking
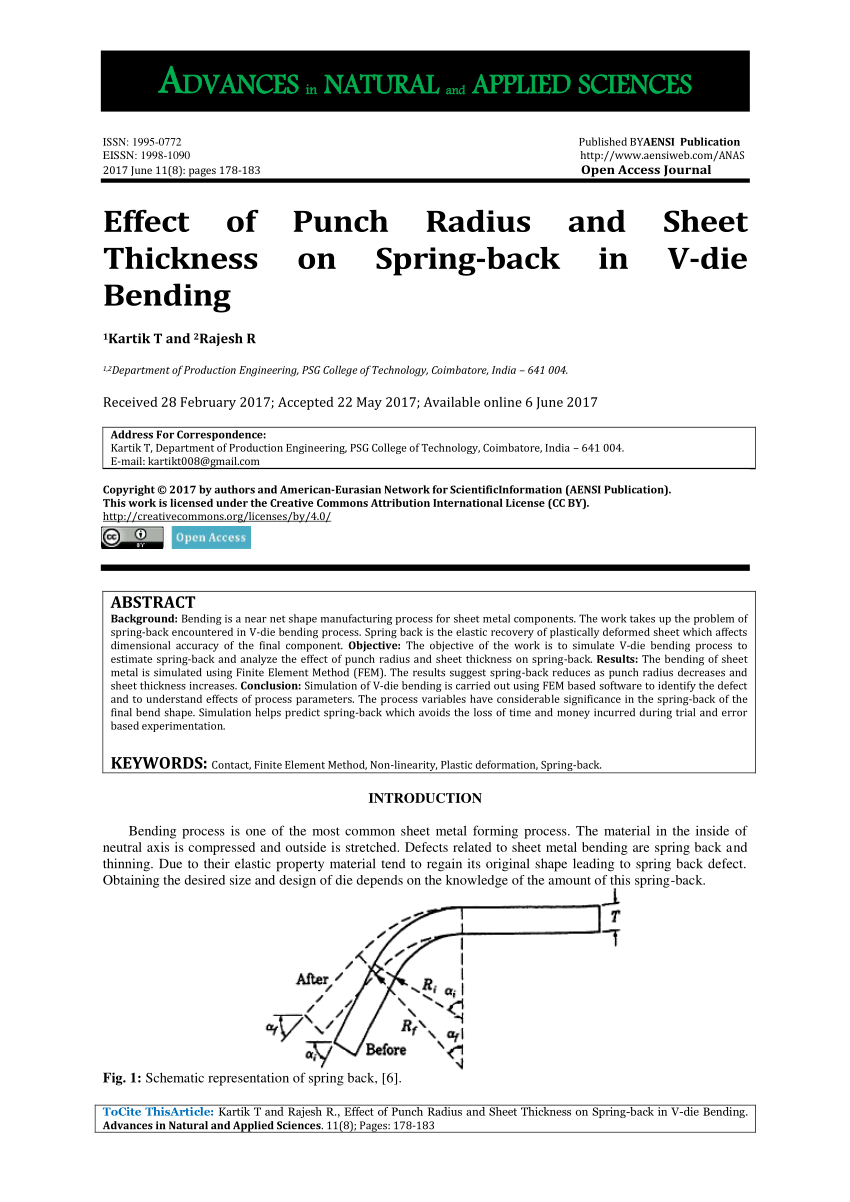
Pdf Effect Of Punch Radius And Sheet Thickness On Spring Back In V Die Bending

Sheet Metal Design Considerations Maximum Amount Of Bend

Bending Metalworking Wikipedia
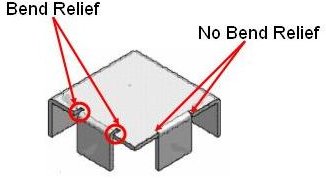
5 Sheet Metal Design Tips For Easy Manufacturing Bright Hub Engineering

Sheet Metal Bending Brake With Radius Adjustment Dilny Naradi

Tips For Bending Sheet Metal Make It From Metal

Vidaxl Manual Roll Bending Machine Amazon Co Uk Diy Tools

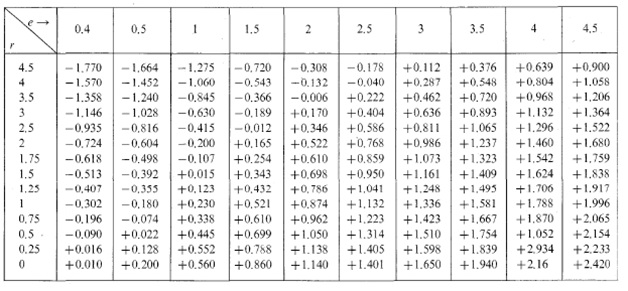
K Factor Sheetmetal Me
Designing With Sheet Metal How Tight Can You Make A Bend

Diy Metal Bender For Bending Reinforcing Steel Rod Round Flat Square Bars Koyrmpadoros Youtube Metal Bender Metal Bending Metal Bending Tools

Solved 3 7 Marks A Bending Operation Is Performed On 4 Chegg Com

Bending Acrylic Sheet Guide With Trouble Shooting By Acrylite

Wire Bending The Easy Way Toolmonger Metal Working Tools Jewelry Tools

Sheet Metal Bending Parameters Calculator Gasparini Industries

K Factor In Sheetmetal Work Autodesk Inventor Users Grabcad Groups

The Science Of Bending Perforated Sheet And Tread Plate
Https Www Mdpi Com 2075 4701 7 7 235 Pdf

How To Avoid Bending Marks On The Metal Sheet Metalmaq
The Neutral Axis And Considerations For Bending Plate The Chicago Curve
How To Easily Make A Small Radius Bend In Flat Steel General Fabrication Tip Youtube
Bending Of Sheet Metal With A Punch And Matrix Cover

How To Bend Flat Steel Bar Youtube

6 Types Of Sheet Metal Joining Techniques Machinemfg
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau
Source : pinterest.com
