Minimum Bend Radius Sheet Metal Aluminum Metric

Pin On Press Brake Tooling

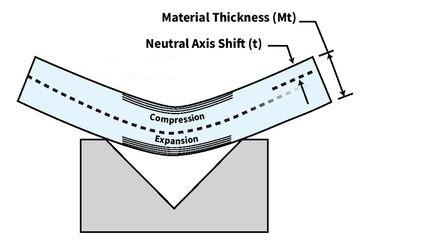
Analyzing The K Factor In Sheet Metal Bending

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Following Dfm Guidelines For Working With Sheet Metal Machine Design
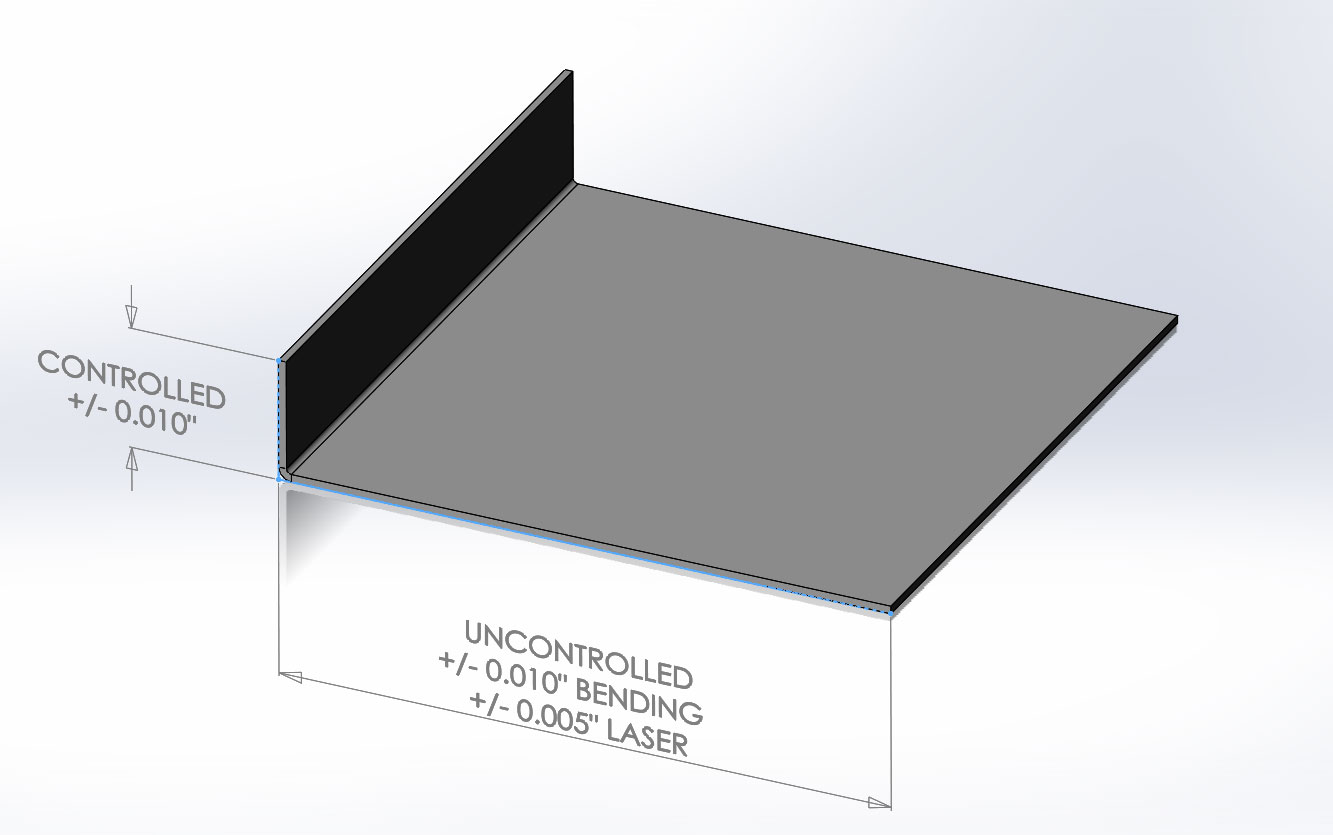
Sheet Metal Bending Tolerances

Bend Allowance Sheetmetal Me
Sheet metal bend radii if these guidelines are not followed more research and or some form of analysis may be requried.
Minimum bend radius sheet metal aluminum metric.
K Factors Y Factors And Press Brake Bending Precision

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication
Predicting The Inside Radius When Bending With The Press Brake
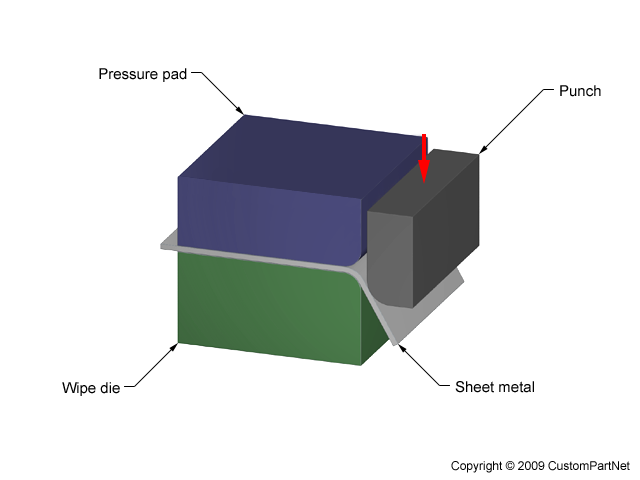
Sheet Metal Forming

How Do I Determine The Proper Tonnage For A Bend Jmtusa
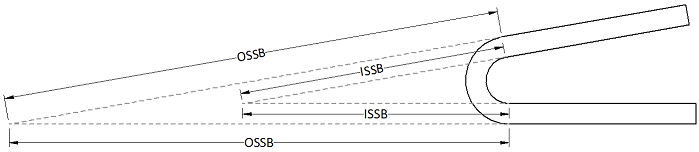
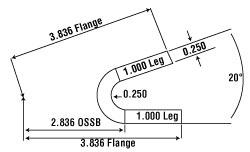
Outside Setback Sheetmetal Me

Sheet Metal Design Guide Geomiq

Approximating Solidworks Zero Radius Sheet Metal Corners
The Basics Of Applying Bend Functions

Solidworks Sheet Metal Tutorial Bend Allowance And Bend Tables Youtube

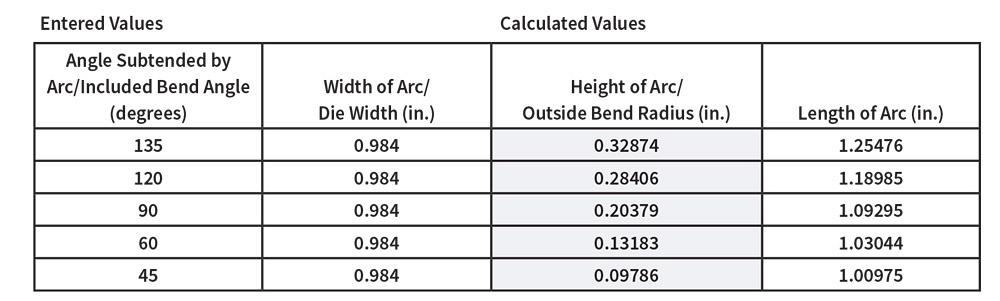
Air Bending Calculator

Sheet Metal Bending Process Machine Sales Sheet Metal Sheet Metal Work Metal Bending

Cut 45 Corners After Sheet Metal Bend Freecad Forum

Harsle Blog What Sheet Metal Shops Wish You Knew Minimum Flange Bend Radius And Tooling Access

K Factor Sheetmetal Me
Sheet Metal Design Guide Bending Analyze From 8 Aspects Machinemfg

Bending Metalworking Wikipedia
Sheet Metal Fabrication Design Guidelines
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Design

Bending Formulas Conduit Bending Home Electrical Wiring Electrical Wiring

Minimum Bending Radius Something To Pay Attention

Pin On My Next Projects

News With Images Press Brake
Https Forums Autodesk Com Autodesk Attachments Autodesk 124 114211 1 K 20factors 20 20bending 20information Pdf

Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg
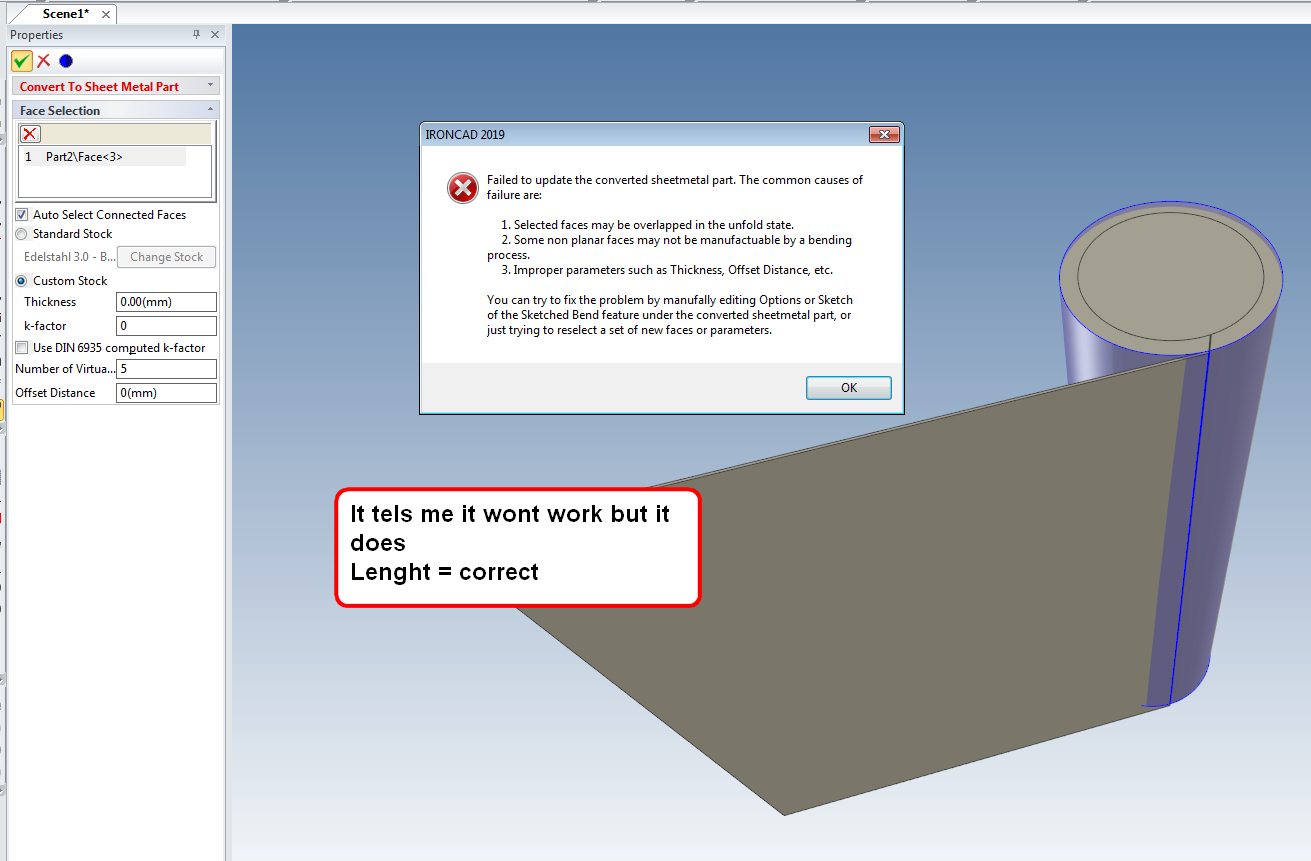
Sheet Metal Unfold General Discussion Ironcad Community
Designing With Sheet Metal How Tight Can You Make A Bend

How To Make A Sheet Metal Bending Jig Metal Bending Sheet Metal Metal Furniture Design

Working Principles 4 Sheet Metal Plastic Design Metal Furniture Design

Tube Bead Roll Set In 2020 Metal Working Tools Metal Working Tube Beads
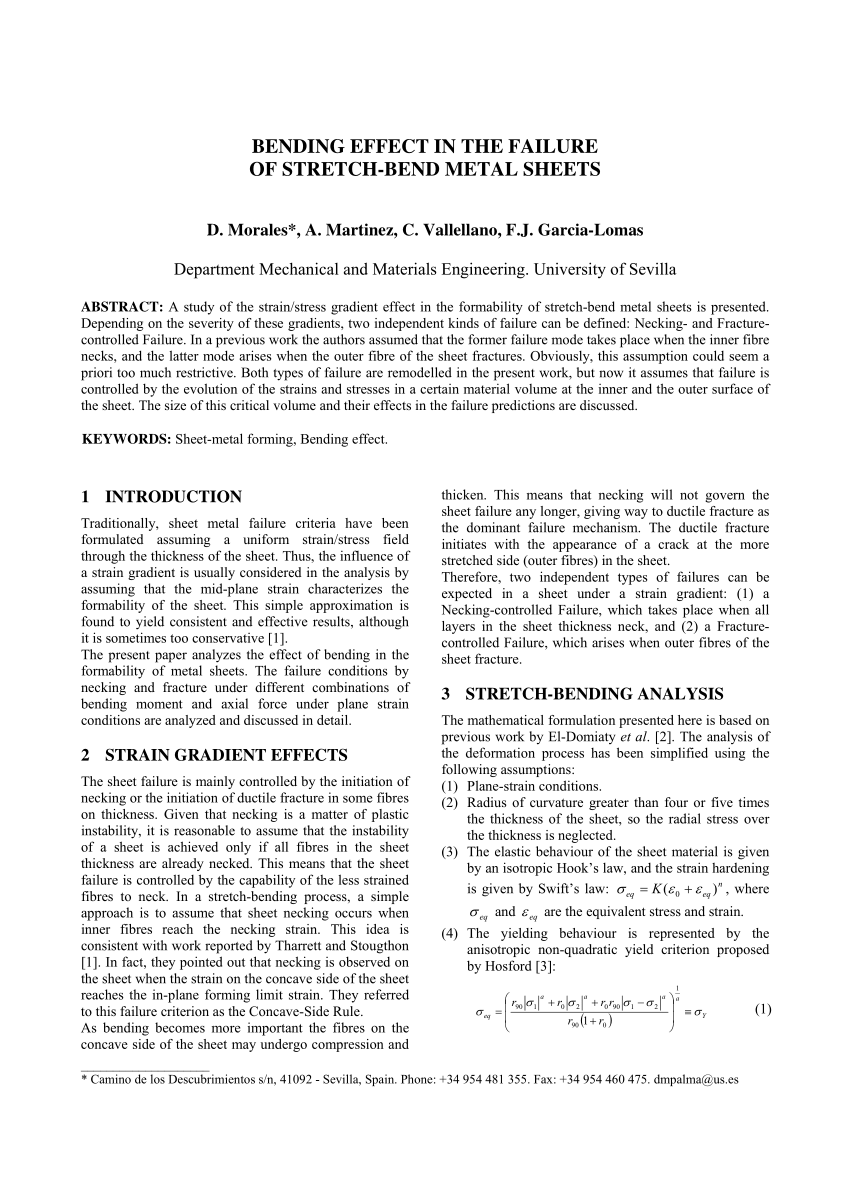
Pdf Bending Effect In The Failure Of Stretch Bend Metal Sheets

A New Joining By Forming Process To Produce Lap Joints In Metal Sheets Sciencedirect

Designing With Sheet Metal In Onshape
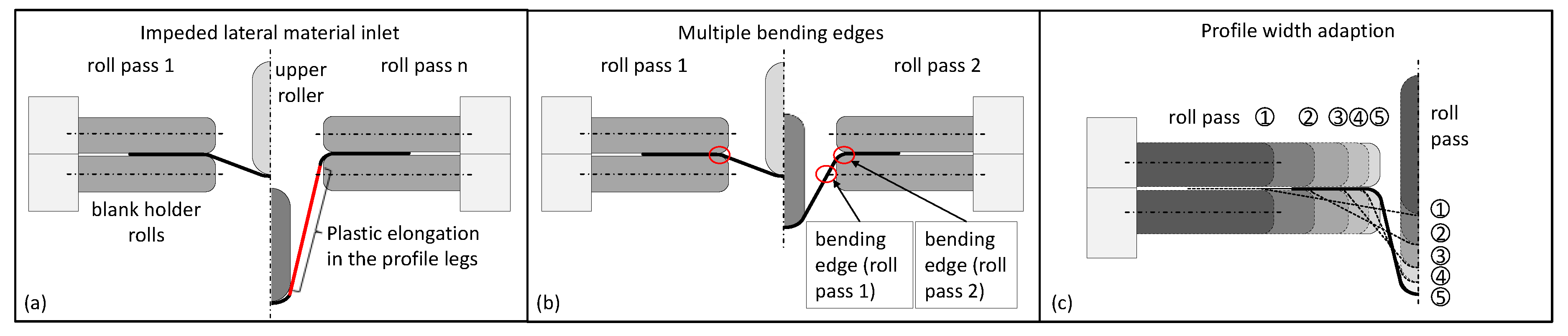
Jmmp Free Full Text Sheet Metal Profiles With Variable Height Numerical Analyses On Flexible Roller Beading Html

A Review On Mechanical Joining Of Aluminium And High Strength Steel Sheets By Plastic Deformation Sciencedirect

Incremental Forming Of Nonuniform Sheet Metal Possibility Of Cold Recycling Process Of Sheet Metal Waste Sciencedirect
Aluminum Bending Carbon Steel Bending Sheet Metal Bending

Welding Table Homemade Weldingtable Metal Bending Tools Welding Projects Welding Table

Custom Sheet Metal Bending Custom Rolled Sheet Metal
Sheet Metal Bending Parameters Calculator Gasparini Industries

Aluminum Sheet Aluminum Sheet For Bending

How To Make A Sheet Metal Box Sheet Metal Metal Box Metal Tree Wall Art
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsjs0idetji4r4dtsg3uaz53byb9 S6kyi Xynsgmpwmh N2qkr Usqp Cau
Source : pinterest.com
